
数控车床工位自动回转刀架结构设计范本
数控车床今后将向中高当发展,中档采用普及型数控刀架配套,高档采用动力型刀架,兼有液压刀架、伺服刀架、立式刀架等品种,预计近年来对数控刀架需求量将大大增加。数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。根据加工对象不同,有四方刀架、六角刀架和八(或更多)工位的圆盘式轴向装刀刀架等多种形式。回转刀架上分别安装四把、六把或更多刀具,并按数控装置的指令换刀。本部分主要对四工位立式电动刀架的机械设计和应用继电-接触控制系统控制部分的设计。并对以上部分运用CAXA做图,对电动刀架有更直观的了解。最后的提出了对电动刀架提出了意见和措施。
数控车床的刀架是机床的重要组成部分。刀架用于夹持切削用的刀具,因此其结构直接影响机床的切削性能和切削效率。在一定程度上,刀架的结构和性能体现了机床的设计和制造技术水平。随着数控车床的不断发展,刀架结构形式也在不断翻新。其中按换刀方式的不同,数控车床的刀架系统主要有回转刀架、 排式刀架和带刀库的自动换刀装置等多种形式。传统的车床例如CA6140的刀架上只能装一把刀, 换刀的速度慢, 换刀后还须重新对刀, 而且精度不高, 生产效率效率低, 不能适应现代化生产的需要, 因此有必要对机床的换刀装置进行改进。自1958年首次研制成功数控加工中心自动换刀装置以来, 自动换刀装置的机械结构和控制方式不断得到改进和完善。自动换刀装置是加工中心的重要执行机构, 它的形式多种多样, 当前常见的有: 回转刀架换刀, 更换主轴头换刀以及带刀库的自动换刀系统。
初步了解了设计题目( 电动刀架) 及发展概况, 设计背景, 对刀架有了一些印象, 对整理设计思路 安排设计时间有很好的辅助作用。对一些参数的进行了解同时按准则要求来完成设计。
数控刀架的发展趋势是: 随着数控车床的发展, 数控刀架开始向快速换刀、 电液组合驱动和伺服驱动方向发展。
当前国内数控刀架以电动为主, 分为立式和卧式两种。立式刀架有四、 六工位两种形式, 主要用于简易数控车床; 卧式刀架有八、 十、 十二等工位, 可正、 反方向旋转, 就近选刀, 用于全功能数控车床。另外卧式刀架还有液动刀架和伺服驱动刀架。电动刀架是数控车床重要的传统结构, 合理地选配电动刀架, 并正确实施控制, 能够有效的提高劳动生产率, 缩短生产准备时间, 消除人为误差, 提高加工精度与加工精度的一致性等等。另外, 加工工艺适应性和连续稳定的工作能力也明显提高: 特别是在加工几何形状较复杂的零件时, 除了控制系统能提供相应的控制指令外, 很重要的一点是数控车床需配备易于控制的电动刀架, 以便一次装夹所需的各种刀具, 灵活 方便地完成各种几何形状的加工。
数控刀架的市场分析: 国产数控车床今后将向中高档发展, 中档采用普及型数控刀架配套, 高档采用动力型刀架, 兼有液压刀架、 伺服刀架、 立式刀架等品种, 近年来需要量可达1000~1500台。
国外数控车床的发展目的在于提高加工精度和缩短制造周期。实现上述目的之手段是实现机床多功能化和工序工种集成, 开发多种多样复合化加工的机种, 如增添铣削功能的复合加工车削中心、 双主轴多刀塔(双刀塔或四刀塔)数控车床和车削中心、 双主轴同步驱动, 双刀塔同时进行加工车削中心、 五轴联动车铣复合中心、 车磨复合加工机床、 具有车、 铣、 镗、 磨和激光热处理多种功能的高度复合化的复合加工中心等等。中国数控车床经过多年的发展, 特别是近几年迅速的发展, 与国际先进水平的差距在逐年缩小。对于某些依赖于进口的高档数控车床, 如高精度数控车床和车削中心(主轴径跳轴跳≤0.001mm)、 适用耐热合金和钛合金零件加工的大功率、 高扭矩数控车床和车削中心等等要加强产品开发研究攻关, 突破其核心技术。
数控刀架的高、 中、 低档产品市场数控刀架作为数控机床必须的功能部件, 直接影响机床的性能和可靠性, 是机床的故障高发点。这就要求设计的刀架具有具有转位快, 定位精度高, 切向扭矩大的特点。它的原理采用蜗杆传动, 上下齿盘啮合, 螺杆夹紧的工作原理。
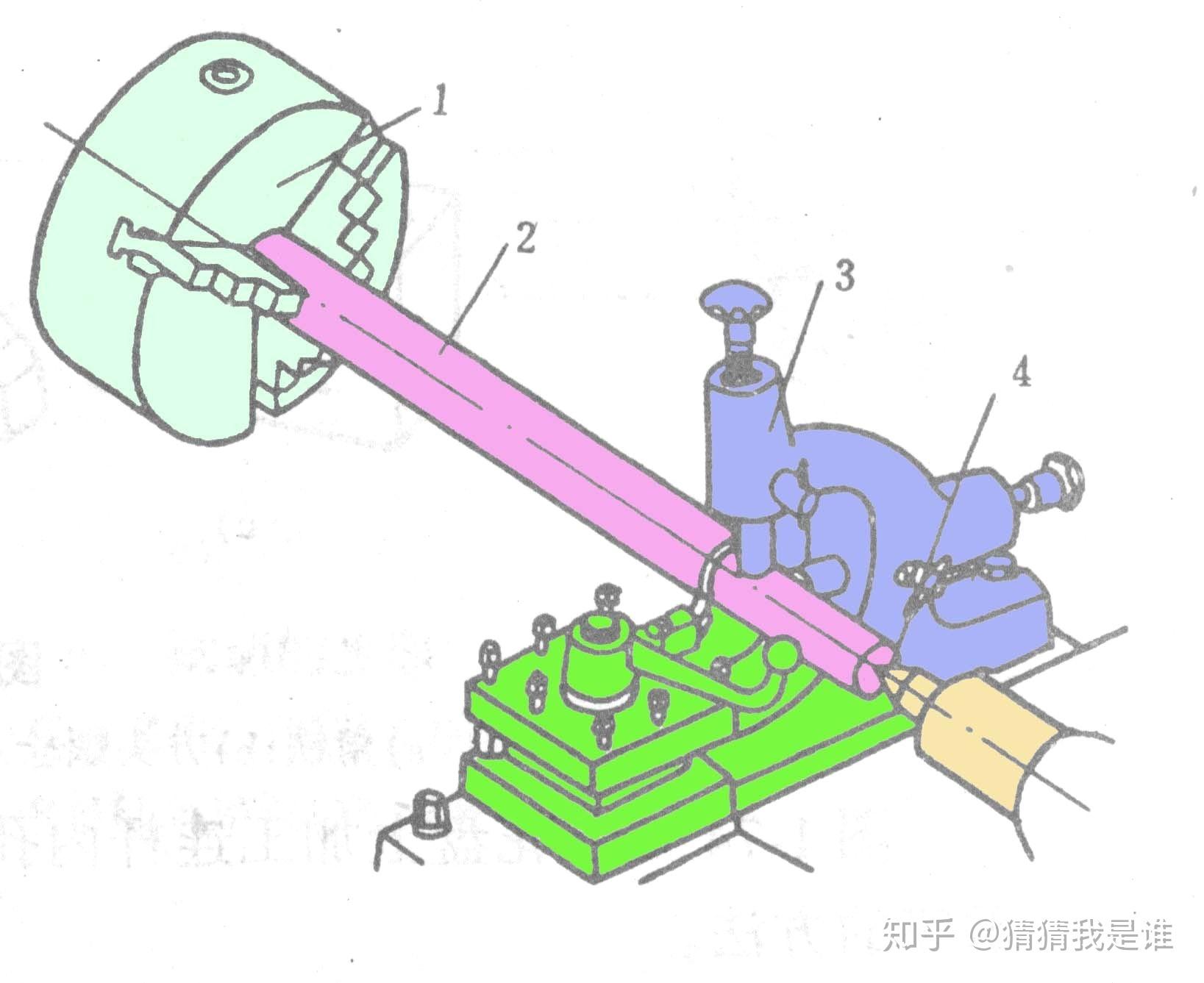
回转刀架的工作原理为机械螺母升降转位式。工作过程可分为刀架抬起、 刀架转位、 刀架定位并压紧等几个步骤。图2.1为螺旋升降式四方刀架, 其工作过程如下:
1 刀架抬起 当数控系统发出换刀指令后, 经过接口电路使电机正转, 经传动装置2、 驱动蜗杆蜗轮机构1、 蜗轮带动丝杆螺母机构8逆时针旋转 ,此时由于齿盘4、 5处于啮合状态, 在丝杆螺母机构8转动时, 使上刀架体产生向上的轴向力将齿盘松开并抬起,直至两定位齿盘4、 5 脱离啮合状态,从而带动上刀架和齿盘产生”上台”动作。
2 刀架转位 当圆套9逆时针转过150°时, 齿盘4、 5完全脱开, 此时销钉准确进入圆套9中的凹槽中, 带动刀架体转位。
3 刀架定位 当上刀架转到需要到位后( 旋转90°、 180°或270°) , 数控装置发出的换刀指令使霍尔开关10 中的某一个选通,当磁性板11 与被选通的霍尔开关对齐后,霍尔开关反馈信号使电机反转,插销7在弹簧力作用下进入反靠盘 6地槽中进行粗定位, 上刀架体停止转动, 电机继续反转, 使其在该位置落下, 经过螺母丝杆机构8使上刀架移到齿盘4、 5 重新啮合, 实现精确定位。
4 刀架压紧 刀架精确定位后, 电机及许反转, 夹紧刀架, 当两齿盘增加到一定夹紧力时, 电机由数控装置停止反转, 防止电机不停反转而过载毁坏, 从而完成一次换刀过程。
许多机械加工需要微量进给。要实现微量进给, 步进电机、 直流伺服交流伺服电机都可作为驱动元件。对于后两者, 必须使用精密的传感器并构成闭环系统, 才能实现微量进给。在开环系统中, 广泛采用步进电机作为执行单元。这是因为步进电机具有以下优点:
采用步进电机作为驱动单元, 其机构也比较简单, 主要是变速齿轮副、 滚珠丝杠副, 以克服爬行和间隙等不足。一般步进电机每加一个脉冲转过一个脉冲当量; 但由于其脉冲当量一般较大, 如0.01mm, 在数控系统中为了保证加工精度, 广泛采用步进电机的细分驱动技术。
因为刀架上升、 下降各转150°, 刀架转位至少需90°, 因此蜗轮转的角度a=390°由课题要求的刀架选位少于3S。
考虑刀架只需小功率驱动, 为减少生产成本, 选用JD60电动机, 其转速为1400r/min, 额定功率为60W。
考虑到传递的功率不大, 转速较低, 选用2A蜗杆, 精度8级, GB10089-88。
由《机械基础》表17-4查得蜗杆选用45钢, 表面淬火, 硬度为45~55HRC, 蜗轮齿圈用ZCuSn10P1 砂模铸造, 为了节约贵重的有色金属, 仅齿圈用青铜制造, 而轮芯用灰铸铁HT150制造。
根据闭式蜗杆传动的设计准则, 先按齿面接触疲劳强度进行设计, 在校核齿根弯曲疲劳强度。传动中心距:
因工作载荷较稳定, 故取载荷分布不均系数Kβ=1; 由使用系数KA表从而选取KA=1.15; 由于转速不高, 冲击不大, 可取动载系数KV=1.1; 则
先假设蜗杆分度圆直径d1和传动中心距a的比值=0.30, 从而可查出Zρ=3.12。
根据蜗轮材料为铸锡磷青铜zcusn10p1, 金属模铸造, 蜗杆螺旋齿面硬度>45HRC, 从而可查得蜗轮的基本许用应力[σH]‘=268MPA。
因为电动刀架中蜗轮蜗杆的传动为间隙性的, 故初步定位、 其寿命系数为KHN=0.92, 则
d1=d5 同一轴上的轴承选用同一型号, 以便于轴承座孔镗制和减少轴承类型。
考虑到轴主要起定位作用, 只承受部分弯矩, 为空心轴, 因此只需校核轴的刚度即可。
考虑齿盘主要用于精确定位和夹紧, 齿形选用三角齿形, 上下齿盘由于需相互啮合, 参数可相同
下一篇:没有了



