
数控技术科普车床刀具种类、材料、特性分析
侧隙角(Side Relief Angle)或侧让角:车床刀具侧面与工作物间的夹角,为避免
□侧倾角(Side Rake Angle)或侧斜角:车床刀具上面向侧方倾斜的角度,是造成唇角的一个角度,此角愈大,唇角愈小。
□后倾角(Back Rake Angle)或后斜角:车床刀具上面与水平间的夹角。
□端隙角(End Relief Angle):车床刀具端面与工作物所夹的角度,其功用与侧隙角相同。
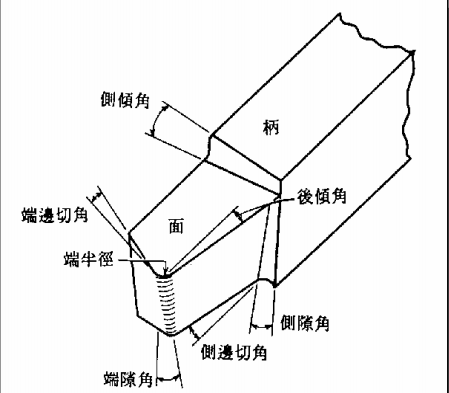
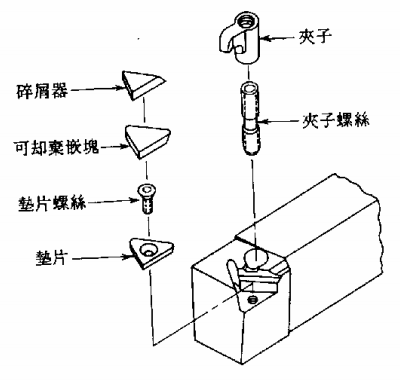
上述这些角度将随刀具装置位置的改变而改变,但并非表示必须另外加以研磨。右上图所示为一左手刀工具(由右向左进给)的各部位切削角标示。车床刀具除了可如上述之以实体刀杆輪磨而成外,尚有利用硬焊法将碳化物刀尖块(Carbide Tip)焊在刀柄上者,或将嵌块(Inserts)固定于刀柄上者,如下图所示。所以,用嵌块所组成的车刀,其种?与形狀将是多样化的,而市面上亦有多种嵌块及车刀柄出售,如陶质材料所制的嵌块,价廉而质优,且一经用钝即可丢弃,称之为可丢弃(Disposable)嵌块,其形狀有三角形、圆形、方形、菱形及若干特殊形狀。
由于高速切削的生产需求,刀具材料的进展与改良日益殷切,一般而言,其要求的条件包括:
金属的切削性(Machinability)又称为易切性,是用??/span>
表示材料是否易于切削的性质,此一性质受工具材料及其几何形狀的影响,因此金属切削性的比较,只能基于某一重要因素而令其他因素不变下??/span>
进行,而所得的结果,也只是一种比较的數值或单位。用??/span>
观察、比较切削性的因素有:
由于车刀一经用钝,自然必须停止工作,重新磨锐、装置和调整试用妥当后,才可再正式操作,其间因停止生产而造成损失,因此,刀具的使用寿命对金属切削是一个甚为重要的因素。所谓『刀具寿命』是指车刀由开始使用至车刀不能继续使用为止的全部时间。决定此时间的方法有數种,而各种方法所表示的车床刀具寿命亦有若干差别,但最简单的方法是以车床刀具必须更换时所使用的时间,??/span>
表示车床刀具寿命。
□黏着磨损:由于高温使工作物产生塑性变形及磨擦作用,并进而使工作物黏着或熔接在刀具刀锋上。



