
车铣钻镗复合数控机床刀架及零件加工方法
导航:X技术最新专利机械加工,机床金属加工设备的制造及其加工,应用技术
本专利针对传统数控机床加工过程中需多次装夹导致效率低、精度差的问题,提出一种集成式车铣钻镗复合数控机床刀架。通过将切断、钻孔、镗削及多角度铣削功能集成于刀架台,并采用带C轴功能的动力头机构,实现零件单次装夹完成多工序加工,显著提升加工效率和质量。
本发明涉及零件加工技术,具体涉及一种车铣钻镗复合数控机床刀架及零件加工方法。
目前,传统的数控机床的刀架台上仅安装有切断刀机构或钻孔刀机构或后扫刀机构或镗孔刀机构,刀架台是通过数控机床的控制系统进行X轴、Y轴、Z轴三轴联动的,而零件是装夹在机床主轴电机的卡盘上,由机床主轴电机带动零件旋转,刀架台上的切断刀机构或钻孔刀机构或后扫刀机构或镗孔刀机构,只能完成一次的车削或铣削加工,这个工序完成后,需要进行另外一个加工工序时,就只能把零件从机床主轴电机上拆卸下来,装夹到另外一个数控机床上。每装夹多一次,加工累积误差就越大,带来加工质量差、工序繁琐的问题。如图1所示,为零件一的结构示意图,若传统的数控机床加工零件一,其加工工序为数控车削一数控铣削斜面一数控铣削斜孔,共需对零件装夹三次,会带来薄壁结构品质问题。如图2所示,为零件二的结构示意图,若传统的数控机床加工零件二,其加工工序为数控车削一数控铣削斜面一数控铣削斜孔一数控铣削槽位,共需对零件装夹四次,会带来切削披锋问题。
为了克服现有技术的不足,本发明的目的之一在于提出一种车铣钻镗复合数控机床刀架,其能够简化加工工序,并提高加工质量。为了达到上述目的之一,本发明所采用的技术方案如下
一种车铣钻镗复合数控机床刀架,其包括刀架台、切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构;切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构分别固定安装在刀架台上,切断刀机构的刀座、钻孔刀机构的刀座、后扫刀机构的刀座、 镗孔刀机构的刀座、动力头机构的卡盘都位于同一侧,切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构沿X轴方向并排排列放置;
所述动力头机构包括动力头主轴电机、支架、加工刀头,支架沿Z轴方向放置,且支架的下部与刀架台固接;动力头主轴电机沿Y轴方向放置,且动力头主轴电机与支架固接;动力头主轴电机与变频器电性连接,加工刀头安装在动力头主轴电机的卡盘上;通过这种装配结构,动力头机构具有C轴功能,可调整加工刀头的加工角度;刀架台安装在数控机床的刀架台固定架上,通过数控机床的控制系统进行X轴、Y轴、Z
轴三轴联动。优选的,所述动力头机构还包括底板,底板沿Z轴方向开设有圆形通孔,底板固定安装在刀架台上;所述支架为圆柱形状,支架的底部配合安装在圆形通孔内。圆形通孔的内侧面与Z轴正方向之间的夹角为90°至105°。采用这种装配结构,当动力头机构对零件进行加工时,能够有效提高支架与刀架台之间的稳固性。优选的,支架的上部沿Y轴方向开设有动力头主轴电机安装孔,动力头主轴电机穿设在动力头主轴电机安装孔上。优选的,为了增加加工功能,进一步简化加工工序,动力头机构的数量为三个,三个加工刀头分别为第一铣刀头、第二铣刀头、碟片刀头,且第二铣刀头的直径大于第一铣刀头。优选的,切断刀机构的刀座上的切断刀头沿X轴方向放置;后扫刀机构的刀座上的后扫刀粒沿X轴方向放置。本发明的目的之二在于提出一种零件加工方法,其能够简化加工工序,并提高加
工质量。为了达到上述目的之二,本发明所采用的技术方案如下 一种零件加工方法,其特征在于,包括以下步骤
A.把零件装夹在机床主轴电机的卡盘上,零件沿Y轴方向放置,机床主轴电机带动零件旋转;
B.数控机床的控制系统对刀架台进行X轴、Y轴、Z轴三轴联动控制,所述刀架台上沿 X轴方向并排排列有切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构,切断刀机构的切断刀头、钻孔刀机构的钻孔刀头、后扫刀机构的后扫刀粒、镗孔刀机构的镗孔刀头、动力头机构的加工刀头分别对零件进行加工;所述动力头机构包括动力头主轴电机、支架、加工刀头,支架沿Z轴方向放置,且支架的下部与刀架台固接;动力头主轴电机沿Y轴方向放置,且动力头主轴电机与支架固接;动力头主轴电机与变频器电性连接,加工刀头安装在动力头主轴电机的卡盘上。优选的,步骤A之前还有先不把零件装夹在机床主轴电机的卡盘上,预先把整个加工过程模拟一次,确定在运行过程中没有干涉或异常情况出现,才进行步骤A。优选的,步骤A之前还有转动支架,调整动力头机构的加工刀头与零件之间的加工角度。动力头机构即可对零件进行斜槽或斜孔进行加工。优选的,所述动力头机构还包括底板,底板沿Z轴方向开设有圆形通孔,底板固定安装在刀架台上;所述支架为圆柱形状,支架的底部配合安装在圆形通孔内;圆形通孔的内侧面与Z轴正方向之间的夹角为90°至105°。本发明与现有技术相比,具有的有益效果是完全一站式集中加工,无需多次对零件进行装夹,且加工质量优于传统数控机床设备的加工质量。在大批量生产中,一站式集中加工方式不仅提高了工艺的有效性,由于零件在整个加工过程中只有一次装夹,尺寸精度更容易获得保证;大大缩短了工艺流程,生产管理和计划简单化。加工零件越复杂,批量越大,本发明的优势就越明显,同时节省大量的设备购置成本。
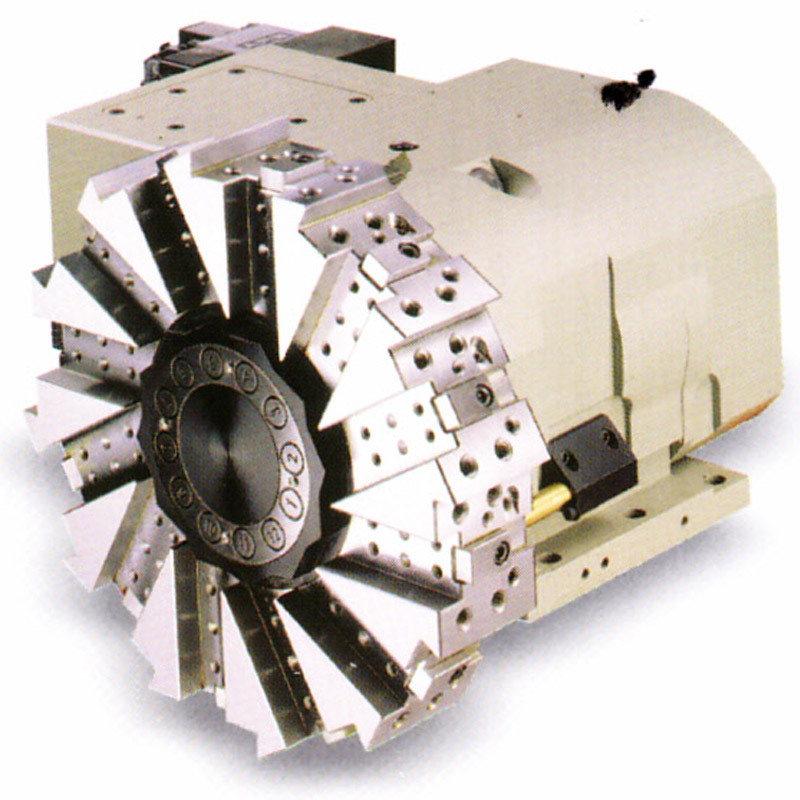
图1为零件一的结构示意图; 图2为零件二的结构示意图3为本发明实施例的车铣钻镗复合数控机床刀架的立体结构示意图; 图4为图3中的0. 5mm铣刀动力头机构的立体结构示意图; 图5为图4的Z轴负方向的示意图; 图6为图5的B-B线的A部放大示意图; 图8为图3中的切断刀机构的立体结构示意图; 图9为图3中的钻孔刀机构的立体结构示意图; 图10为本发明实施例的车铣钻镗复合数控机床刀架的工作状态示意图。
,对本发明做进一步描述,以便于更清楚的理解本发明所要求保护的技术思想。如图3至图9所示,一种车铣钻镗复合数控机床刀架,其包括刀架台10、切断刀机构1、钻孔刀机构2、后扫刀机构3、镗孔刀机构4、0. 5mm铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7。切断刀机构1、钻孔刀机构2、后扫刀机构3、镗孔刀机构4、0. 5mm铣刀动力头机构 5、3. 8mm铣刀动力头机构6、碟片动力头机构7都分别通过螺栓固定安装在刀架台10上。 切断刀机构1的刀座11、钻孔刀机构2的刀座22、后扫刀机构3的刀座、镗孔刀机构4的刀座、0. 5mm铣刀动力头机构5的卡盘511、3. 8mm铣刀动力头机构6的卡盘、碟片动力头机构7的卡盘都位于同一侧,而且切断刀机构1、钻孔刀机构2、后扫刀机构3、镗孔刀机构4、 0. 5mm铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7沿X轴负方向依次并排排列放置。0. 5mm铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7三者的结构基本相同,区别仅在于加工刀头不一样,3. 8mm铣刀动力头机构6的加工刀头是3. 8mm铣刀头、碟片动力头机构7的加工刀头是碟片铣刀,下面以0. 5mm铣刀动力头机构5为例,说明
其结构。0. 5mm铣刀动力头机构5包括动力头主轴电机51、支架52、0. 5mm铣刀头M、底板 53。0.5mm铣刀头M安装在动力头主轴电机51的卡盘511上。支架52沿Z轴方向放置, 且支架52的下部通过固定螺栓8与刀架台10固定安装起来。动力头主轴电机51沿Y轴方向放置,且动力头主轴电机51与支架52固接,具体的,支架52的上部沿Y轴方向开设有动力头主轴电机安装孔(图未标出),动力头主轴电机51穿设在动力头主轴电机安装孔上, 动力头主轴电机51通过支架52顶部的固定螺栓9实现与支架52固定连接;底板53沿Z 轴方向开设有圆形通孔(图未标出),底板53通过螺栓固定安装在刀架台10上;所述支架52 为圆柱形状,支架52的底部配合安装在圆形通孔内,圆形通孔的内侧面531与Z轴正方向之间的夹角为100°,由于支架52的底部要配合安装在圆形通孔内,即支架52底部的侧面 521也与Z轴正方向之间形成100°的夹角,采用这种装配结构,当0.5mm铣刀动力头机构 5对零件进行加工时,支架52底部与圆形通孔内侧面531实现咬合,能够有效提高支架52 与刀架台10之间的稳固性。由于支架52的底部通过固定螺栓8与刀架台10实现固接,当固定螺栓8松开时,支架52可转动起来,从而使支架52上的动力头主轴电机安装孔与Y轴产生一定的角度,从而使安装在动力头主轴电机安装孔上的动力头主轴电机51也与Y轴产生一定的角度,即0. 5mm铣刀动力头机构5具有C轴功能,只要在底板53的相应位置增加动力头角度分度表,即可精确调整加工刀头的加工角度。0. 5mm铣刀动力头机构5的动力头主轴电机51、3. 8mm铣刀动力头机构6的动力头主轴电机、碟片动力头机构7的动力头主轴电机分别与变频器(图未画出)电性连接。通过调整变频器的工作频率,从而改变动力头主轴电机的转速,满足铣削工艺需求。与现有技术相同,刀架台10安装在数控机床的刀架台固定架(图上未画出)上,通过数控机床的控制系统(图上未画出)进行X轴、Y轴、Z轴三轴联动。本实施例的切断刀机构1、钻孔刀机构2、后扫刀机构3、镗孔刀机构4的结构均与现有技术相同,且切断刀机构1与后扫刀机构3的区别仅在于加工刀头的种类不同,钻孔刀机构2与镗孔刀机构4的区别仅在于加工刀头的种类不同。以切断刀机构1为例进行说明。切断刀机构1包括刀座11、垫块12、刀柄14、切断刀头13,垫块12安装在刀座11上,刀柄14放置在垫块12上,刀柄14通过刀座11顶部的螺栓实现固定,切断刀头13安装在刀柄14上,且切断刀头13沿X轴方向放置,后扫刀机构 3的刀座上的后扫刀粒也沿X轴方向放置。以钻孔刀机构2为例进行说明。钻孔刀机构2包括固定座21、刀座22、1. 95mm钻头23,1. 95mm钻头23安装在刀座22上,刀座22安装在固定座21上。镗孔刀机构4的加工刀头为镗孔刀头。结合图10,本实施例的零件加工方法如下
刀架起始状态,0. 5mm铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7 的动力头主轴电机均沿Y轴方向放置。A.先不把零件100装夹在机床主轴电机(图未画出)的卡盘101上,预先把整个加工过程模拟一次,确定在运行过程中没有干涉或异常情况出现,进入步骤B ;
B.转动支架,分别调整0. 5mm铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7的加工刀头与零件之间的加工角度。C.把零件100装夹在机床主轴电机的卡盘101上,零件100沿Y轴方向放置,机床主轴电机带动零件100旋转;
D.数控机床的控制系统对刀架台10进行X轴、Y轴、Z轴三轴联动控制,切断刀机构1 的切断刀头13、钻孔刀机构2的钻孔刀头23、后扫刀机构3的后扫刀粒、镗孔刀机构4的镗孔刀头、0. 5mm铣刀动力头机构5的0. 5mm铣刀头M、3. 8mm铣刀动力头机构6的3. 8mm铣刀头、碟片动力头机构7碟片铣刀头分别对零件100进行加工。现以具体实例对零件加工方法进行说明 结合图1、图2和图10,对零件一或零件二进行加工。先不把零件装夹在机床主轴电机的卡盘上,预先把整个加工过程模拟一次,确定在运行过程中没有干涉或异常情况出现,再进入下面步骤
8.铣刀动力头机构5,铣削0.55mm槽,加工参数S = 6000转/分;F = 15mm/分钟; (对应零件二,数控机床主轴需要对应于起始角度,顺时钟转45度,可作铣槽加工);
11.铣刀动力头机构6,铣削Φ3. 8mm斜孔,以除披锋,加工参数S = 6000转/分;F =5mm/分钟;
13.碟片动力头机构7,锯断,加工参数S= 2200转/分;F = 5mm/分钟。此外,本实施例的切断刀机构1、钻孔刀机构2、后扫刀机构3、镗孔刀机构4、0. 5mm 铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7并不必须是按本实施例的顺序依次排列,可根据实际情况,进行重新组合排列。0. 5mm铣刀动力头机构5、3. 8mm铣刀动力头机构6、碟片动力头机构7均为动力头机构,种类及数量并不限于上述三种。对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本发明权利要求的保护范围之内。
1.车铣钻镗复合数控机床刀架,其特征在于,包括刀架台、切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构;切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构分别固定安装在刀架台上,切断刀机构的刀座、钻孔刀机构的刀座、后扫刀机构的刀座、镗孔刀机构的刀座、动力头机构的卡盘都位于同一侧,切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构沿X轴方向并排排列放置;所述动力头机构包括动力头主轴电机、支架、加工刀头,支架沿Z轴方向放置,且支架的下部与刀架台固接;动力头主轴电机沿Y轴方向放置,且动力头主轴电机与支架固接;动力头主轴电机与变频器电性连接,加工刀头安装在动力头主轴电机的卡盘上;刀架台安装在数控机床的刀架台固定架上,通过数控机床的控制系统进行X轴、Y轴、Z 轴三轴联动。
2.如权利要求1所述的车铣钻镗复合数控机床刀架,其特征在于,所述动力头机构还包括底板,底板沿Z轴方向开设有圆形通孔,底板固定安装在刀架台上;所述支架为圆柱形状,支架的底部配合安装在圆形通孔内。
3.如权利要求2所述的车铣钻镗复合数控机床刀架,其特征在于,圆形通孔的内侧面与Z轴正方向之间的夹角为90°至105°。
4.如权利要求1所述的车铣钻镗复合数控机床刀架,其特征在于,支架的上部沿Y轴方向开设有动力头主轴电机安装孔,动力头主轴电机穿设在动力头主轴电机安装孔上。
5.如权利要求1所述的车铣钻镗复合数控机床刀架,其特征在于,动力头机构的数量为三个,三个加工刀头分别为第一铣刀头、第二铣刀头、碟片刀头,且第二铣刀头的直径大于第一铣刀头。
6.如权利要求1所述的车铣钻镗复合数控机床刀架,其特征在于,切断刀机构的刀座上的切断刀头沿χ轴方向放置;后扫刀机构的刀座上的后扫刀粒沿χ轴方向放置。
7.一种零件加工方法,其特征在于,包括以下步骤A.把零件装夹在机床主轴电机的卡盘上,零件沿Y轴方向放置,机床主轴电机带动零件旋转;B.数控机床的控制系统对刀架台进行X轴、Y轴、Z轴三轴联动控制,所述刀架台上沿 X轴方向并排排列有切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构,切断刀机构的切断刀头、钻孔刀机构的钻孔刀头、后扫刀机构的后扫刀粒、镗孔刀机构的镗孔刀头、动力头机构的加工刀头分别对零件进行加工;所述动力头机构包括动力头主轴电机、支架、加工刀头,支架沿Z轴方向放置,且支架的下部与刀架台固接;动力头主轴电机沿Y轴方向放置,且动力头主轴电机与支架固接;动力头主轴电机与变频器电性连接,加工刀头安装在动力头主轴电机的卡盘上。
8.如权利要求7所述的零件加工方法,其特征在于,步骤A之前还有先不把零件装夹在机床主轴电机的卡盘上,预先把整个加工过程模拟一次,确定在运行过程中没有干涉或异常情况出现,才进行步骤A。
9.如权利要求7所述的零件加工方法,其特征在于,步骤A之前还有转动支架,调整动力头机构的加工刀头与零件之间的加工角度。
10.如权利要求7所述的零件加工方法,其特征在于,所述动力头机构还包括底板,底板沿Z轴方向开设有圆形通孔,底板固定安装在刀架台上;所述支架为圆柱形状,支架的底部配合安装在圆形通孔内;圆形通孔的内侧面与Z轴正方向之间的夹角为90°至105°。
本发明涉及一种车铣钻镗复合数控机床刀架及零件加工方法。该车铣钻镗复合数控机床刀架包括刀架台、切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构;切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构分别固定安装在刀架台上,切断刀机构的刀座、钻孔刀机构的刀座、后扫刀机构的刀座、镗孔刀机构的刀座、动力头机构的卡盘都位于同一侧,切断刀机构、钻孔刀机构、后扫刀机构、镗孔刀机构、动力头机构沿X轴方向并排排列放置;动力头机构设有C轴功能,传统的数控机床的刀架替换成本发明的刀架,实现完全一站式集中加工,无需多次对零件进行装夹,且加工质量优于传统数控机床设备的加工质量。
针对现有数控刀架在复合机床中效率低的问题,设计了一种集铣削与车削功能于一体的复合刀架。通过锥齿轮传动结构提升动力传递效率,创新性采用可插拔式铣刀槽与井字形车刀槽设计,配合高硬度材料实现多刀具稳...
针对数控机床刀架移动摩擦力大、易磨损卡滞的问题,提出一种刀架驱动装置。通过梯形块与滑块配合、滚珠减摩设计及润滑油脂间歇输送系统,有效降低摩擦阻力,提升移动流畅性。同时利用清理推块与导料槽协同清...
针对传统数控机床需多次装夹零件导致效率低、精度差的问题,设计了一种集成车铣钻镗功能的复合刀架。通过动力头机构的C轴功能实现多角度加工,结合三轴联动控制,完成零件一次装夹的全流程加工,显著提升加...
针对现有机床刀架功能单一、加工效率低、质量难保证的问题,提出一种数控车铣磨机床复合刀架。通过集成车削、铣削和磨削功能,实现工件一次装卡完成多工序加工,提升加工效率和精度。该刀架采用伺服电机驱动...
针对现有机床功能单一、加工效率低及质量难以保证的问题,提出一种数控车铣磨复合机床。通过将车削、铣削与磨削工艺集成于同一机床,实现工件一次装卡完成多工序加工,显著提升加工效率与精度。该机床采用双...
针对现有双刀架数控车床存在几何干涉、工艺干涉及加工效率低的问题,提出一种双盘式刀架单主轴数控车床。通过上下刀架平行布置,消除干涉,扩大行程范围,实现多刀具同时加工零件多面,提升加工效率和精度一...
针对传统数控刀架功能单一、无法承受大切削力导致加工效率低的问题,提出复合结构解决方案。通过大拖板与小拖板的滑动连接,配合轴向/径向进给丝杠及锁紧液压缸,实现切削力分散传递,增强结构承重能力。方...
1. 高分子成型加工新技术及模具(包括外场对材料物理属性的影响机制、特种成型工艺及模具设计、复合成型技术及模具装备、模具CAD/CAE等) 2. 高分子基生化分析材料(包括生物分析专用试剂盒、高分子型试剂保护助剂等) 3. 药检分析仪器及耗材 4. 功能塑料与功能包装材料
1.食品科学 2.农产品加工及贮藏工程 主要研究方向: 1. 农产品保鲜与加工技术 2. 鲜切果蔬加工 3. 功能活性酚类物质加工稳定性及其留存规律 4. 超声波声化效应研究
1.机电一体化系统设计与开发 2.嵌入式系统设计与开发 3.工业与服务机器人技术研究



